 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Kuidas kasutada vibreerivat ekraani mõistlikult, et parandada mineraalide töötlemise tootmisliini efektiivsust?
Tegelike tootmistoimingute korral ei saavuta vibreeriv ekraan alati määratud töötlemisvõimsust. Mida teha, kui efektiivsus on madal? Sõelumistööstuse olulise seadmena ei ole vibreeriva ekraani sõelumisefekt mitte ainult toote kvaliteedi seisukohalt ülioluline, vaid sellel on ka otsene mõju järgmise toimingu efektiivsusele. Järgnevalt on toodud mõned meetmed ja tehnikad vibreeriva ekraani tõhususe ja jõudluse parandamiseks.


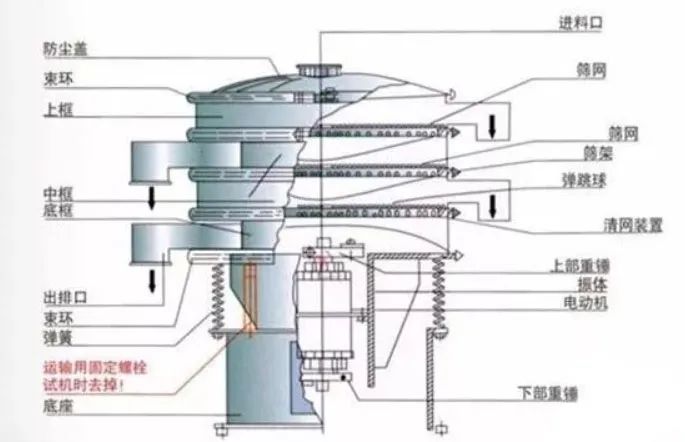
01 Valige õige vibreeriva ekraani tüüp
Kuigi sõelumisefekt sõltub peamiselt sõelutava materjali omadustest, saab sama materjali jaoks erinevate sõelumisefektide saamiseks kasutada erinevat tüüpi sõelumisseadmeid. Näiteks:
Fikseeritud ekraani sõelumistõhusus on madal;
Liikuva ekraani sõelumise efektiivsus on seotud ekraani pinna liikumisvormiga. Osakesed loksutatakse ekraani pinnale ekraani avaga risti oleva suuna lähedal. Mida kõrgem on vibratsiooni sagedus, seda parem on sõelumisefekt;
Raputava ekraani ekraanipinnal libisevad osakesed peamiselt mööda ekraani pinda. Kuna raputusekraani raputamissagedus on madalam kui vibreeriva ekraani oma, on raputusekraani sõelumisefekt halb;
Silindrilise ekraani sõelumistõhusus on madal, kuna ekraani pinda on lihtne blokeerida.
Lisaks tuleks erinevatel eesmärkidel valida erinevat tüüpi vibreerivad ekraanid, näiteks:
Ringikujulisi vibreerivaid ekraane kasutatakse üldiselt materjalide eel- ja kontrollsõelumiseks;
Purustatud materjalide liigitamiseks kasutatakse tõenäosussõelu, võrdse paksusega sõela ja suuri vibreerivaid sõelu;
Lineaarseid vibreerivaid ekraane kasutatakse materjalide dehüdratsiooniks ja demeediumiks;
Materjalide liiva ja muda eemaldamiseks sobivad paremini tõenäosusega võrdse paksusega ekraanid.
Tegelikus tootmises on samuti vaja vastavalt konkreetsetele tingimustele valida suuremate sõelaavade, suuremate tõhusate sõelumispindade ja suurema sõela avanemiskiirusega mittemetallist sõelad, mis vastavad toote osakeste suuruse nõuetele, ning valida sobivad sõelaava kujundid, et parandada materjaliosakeste sõelumisvõimet ja töö efektiivsust.
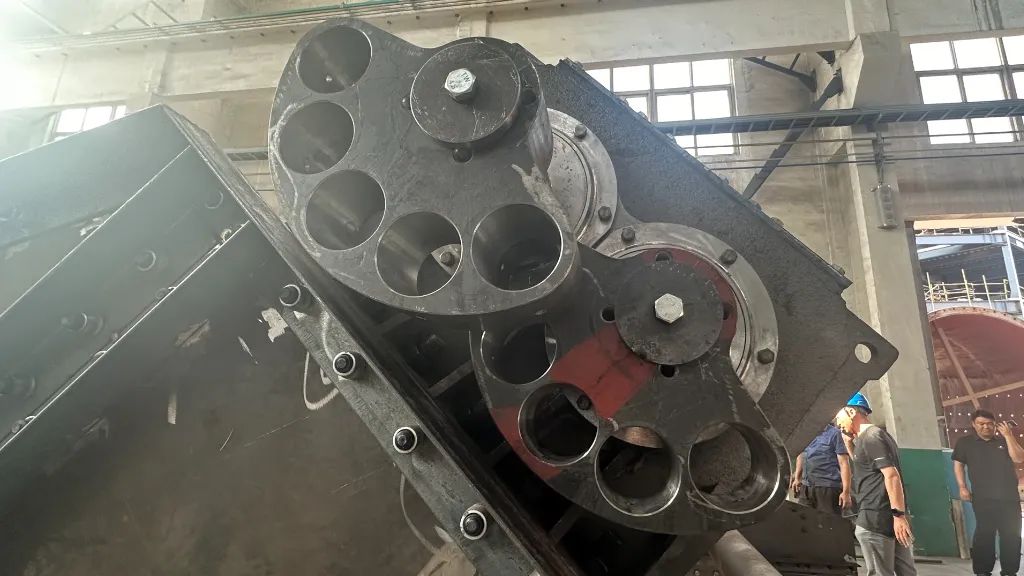
02 Vibratsioonimootorite mõistlik valik ja erutava jõu reguleerimine
Vibratsioonimootorite mõistlik valik on üks peamisi lülisid, mis mõjutab vibreerivate ekraanide jõudlust, ja erutava jõu suurus on vibreerivate ekraanide tootlikkust mõjutav põhitegur.
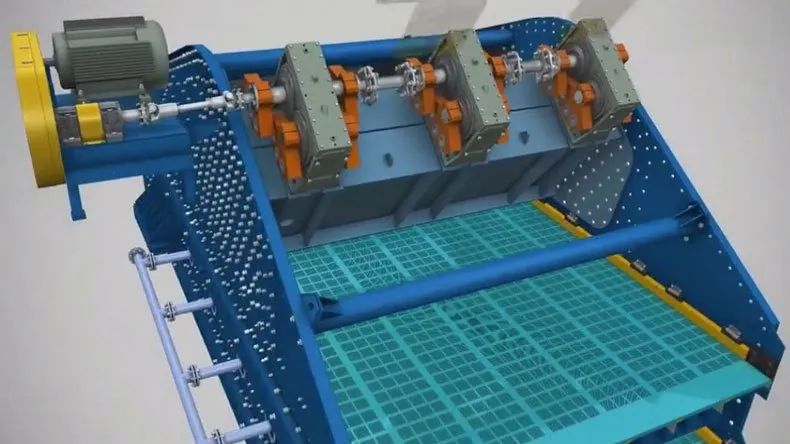
(1) Vibratsioonimootori valik
Vibratsiooniekraani vibratsiooniallikana peaks vibratsioonimootoril olema mõistliku disaini, lihtsa konstruktsiooni, kompaktsuse, kõrge ergastuse efektiivsuse, energiasäästu ning lihtsa paigaldamise ja silumise eelised. Vibratsioonimootori valik sisaldab selliseid parameetreid nagu töösagedus, maksimaalne ergutusjõud ja võimsus. Esiteks tuleks valida töösagedus ja ergutusjõud. Vibratsioonimootori kiirus peaks olema töösageduse lähedal; maksimaalne ergutusjõud peab jääma valitud mootori sünteetilise ergutusjõu vahemikku ja seejärel tuleks vibratsioonimootori võimsus valida vastavalt töösagedusele ja maksimaalsele ergutusjõule.
(2) Ergastusjõu reguleerimine
Vibreeriva ekraani tootlikkus on eksponentsiaalselt seotud ergastusjõuga. Ergastusjõu suurenemine põhjustab tootlikkuse kiiret tõusu, samas kui ummistuse määr väheneb kiiresti koos ergutusjõu suurenemisega. Ergastusjõul on teatud mõju ka ekraani läbimiskiirusele ja muljumiskiirusele. Muutusseadus on lainekujuline: kui ergastusjõud on liiga väike, on läbimiskiirus ja muljumiskiirus kehvad; kui ergutusjõud on liiga suur, suureneb vibratsioonimootori võlli mõlemas otsas olevate ekstsentriplokkide hõõrdumine. Kiire pöörlemise korral on mootorit lihtne kahjustada ja mootori tööiga lühendada. Seetõttu on väga oluline ergutusjõu suurust mõistlikult reguleerida. Vibratsioonimootori põnev jõud on tsentrifugaalne inertsjõud, mille tekitab suurel kiirusel pöörlev ekstsentriline plokk. Muutes ekstsentrilisust ja seeläbi erutava jõu amplituudi, saab erutavat jõudu reguleerida.
03 Parandage ekraani pinna liikumisrežiimi
Ekraani pinna liikumisrežiimil on suur mõju vibreeriva ekraani tööefektiivsusele. Ekraanipinna ideaalne liikumisrežiim peaks olema:
1) Ekraani pinna toiteotsa vertikaalne amplituud peaks olema suurem kui tühjendusotsa vertikaalne amplituud.
Seda seetõttu, et suurem vertikaalne amplituud söötmisotsas võib tõhusalt kihistada paksemat materjali selles otsas. Samal ajal saab kaldenurga abil selles otsas oleva üleliigse materjali kiiresti ekraani pinna keskele laiali laotada, nii et peeneteraline materjal saab suhteliselt õhukese materjalikihina kihistada, suurendades ekraanipinna tegelikku kasutusala. Kui materjal jõuab tühjendusotsa, on materjal kihistunud. Praegu on vaja ainult väiksemat vertikaalset amplituudi, et tagada peeneteralise materjali head sõelumistingimused. Liiga suur vertikaalne amplituud häirib peeneteralise materjali sõelumiskeskkonda.
2) Kogu ekraani pinna pikkuses, alustades söötmisotsast, peaks materjali liikumiskiirus olema vähenevas olekus.
Selle põhjuseks on asjaolu, et materjali liikumiskiirus väheneb, kuid materjalikiht säilitab kogu ekraanipinnal teatud paksuse, nii et peeneteraline materjal sõelutakse kihtidena suhteliselt pikemal ekraanipinnal, suurendades ekraani tegelikku kasutusala. Samal ajal kipub ekraani läbitung kogu ekraani pikkuses olema ühtlane, andes ekraanipinna ekraani läbitungimispotentsiaalile täieliku mängu. Viimastel aastatel välja töötatud võrdse paksusega ekraan ja kahe sagedusega vibreeriv ekraan on aidanud üle kogu ekraanipinna konstantse amplituudiga ja väikese ühikulise sõelumisvõimsusega tavalise vibreeriva ekraani puudused, nii et etteandeotsal on suurem amplituudi ja väljalaskeotsal sama amplituudiga kui tavalisel vibreerival ekraanil, parandades seeläbi töö efektiivsust.
04 Kasutage mittemetallist ekraane
Mittemetallist ekraanidel on järgmised eelised:
1) Parandada sõeluuringu tõhusust. See võib parandada metallekraanide sõelumistõhusust umbes 20%.
2) Hea kulumiskindlus ja pikk kasutusiga. Selle keskmine eluiga on enam kui 25 korda pikem kui metallekraanidel.
3) Vähendage paigaldusaega ja parandage seadmete töökiirust. Kuna mittemetallist ekraanide kasutusiga on oluliselt pikenenud, väheneb ekraanipinna vahetuste arv ja seadmete töökiirus on üldiselt 15% kõrgem kui metallekraanidel.
4) Vähendage müra ja parandage töökeskkonda.
Lisaks ekraanikarbiga resoneerimisele tekitab metallekraan töö ajal ka mõningast vibratsiooni. See nähtus on selgem pärast kandmist. Lisaks tekitab materjali jäik kokkupõrge kasti pinnale ja teiste osade vibratsioon suuremat müra. Mittemetallist materjalist ekraani kogu ekraaniplaat on tervik, millel on teatav puhverdusefekt ja mis võib vähendada müra umbes 20 dB (A).

05 Kasutage mitme kanaliga söötmismeetodit
Vibreeriv ekraan kasutab üldjuhul ühesuunalist söötmist. Pärast materjali tarnimist sõela pinnale läbib enamik eraldusosakeste suurusest väiksemaid materjale kiiresti söötmisotsas olevatest sõelaavadest ja muutub ekraanialuseks tooteks. 1/3 ~ 1/2 ekraani pind tühjendusotsast täidab lisaks teatud sõelumisrolli jätkamisele peamiselt transpordirolli, seega ei ole ekraani pinna kasutusmäär kõrge. Kui kasutatakse mitmekanalilist söötmist, võrdub see ekraani pinna laiuse suurendamisega ja ekraani pinnale tarnitava materjalikihi paksuse vähendamisega, mis soodustab peeneteralise materjali kiiret kontakti ekraani pinnaga läbi ekraani aukude. Samal ajal kasutatakse ekraani pinda täielikult, vähendades jämedate osakeste tarbetut transpordikaugust, parandades seeläbi sõelumistöö efektiivsust.
06 Operatsiooni juhtimise tugevdamine
Kasutamine ja hooldus mõjutavad teatud määral ka vibreeriva ekraani jõudlust. Vibratsioonisõela tõhusaks töötamiseks tuleb seda hoolikalt käitada, järgides rangelt tööprotseduure, nagu söötmine ühtlaselt, pidevalt ja mõõdukalt, tagades, et materjal on ühtlaselt jaotunud kogu sõela pinna laiuses, et hõlbustada peente osakeste sõelumist ning saavutada suurem töötlemisvõimsus ja sõelumise efektiivsus.
Lisaks on vaja tugevdada ka ekraanimasina hooldust ja hooldust, näiteks ekraani pinna õigeaegne puhastamine ning kahjustatud ekraanipindade parandamine ja asendamine, et tagada seadmete hea seisukord, mis on väga oluline sõelumisprotsessi inseneride stabiilse ja kõrge tootlikkuse tagamiseks.
Saada päring



X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika